Description
구매하시고 메일 주소를 포함한 연락처를 남겨 주세요.
맥 주소 프로그램을 보내드리고, 맥 주소를 알려주시면 라이센싱된 프로그램을 보내 드립니다.
사양: 펄스 주파수: 250kHz, 에러: 3um
피드 폭에 따라 이송 속도는 달라지며 피드 폭을 알려주시면 변경해 드립니다. 기본 피드폭은 200펄스 1회전 1mm입니다.
컴퓨터 한 대로 시리얼 포트만 달리해서 여러 개의 제어 프로그램을 구동할 수 있습니다.
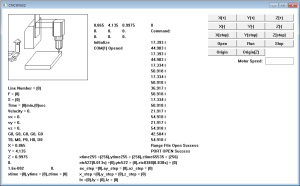
명령어로는 init, open, run, simul, wait, close가 있습니다. 명령어를 입력하고 엔터나 스페이스바를 누르면 프로그램을 제어할 수 있습니다.
init은 시리얼 포트를 설정하고, 좌표를 설정하는 변수를 입력합니다. change 버튼을 누르면 현재 좌표를 세팅할 수 있습니다. open은 G 코드 파일을 열어 로딩합니다.
run은 제어 프로그램이 로딩된 G 코드 파일을 기반으로 생성한 모터 구동 프로파일을 CNC 컨트롤러에 전송하여 모터 구동 회로를 통해 모터를 구동합니다.
simul은 로딩된 G 코드 파일을 기반으로 가상 운전합니다. wait은 모터 구동을 정지시킵니다. close는 로딩된 G 코드 파일을 닫습니다.
동작예로 init을 이용하여 시리얼 포트와 현재 좌표를 세팅하고, open을 이용하여 G 코드 파일을 열고, run 또는 simul을 이용하여 G 코드 파일에 기반한 동작 제어를 실행할 수 있습니다. 또한, 동작 중 wait을 입력하여 일시 정지시킨 후 다시 run을 입력하여 동작 제어를 복귀시킬 수 있습니다. 동작 제어 중 모터를 긴급히 정지시키고자 하면 전원 공급을 차단시키거나 제어 프로그램에 wait 명령을 내리면 됩니다. 기타 문의 사항 또는 의문 사항이 있으면 xtrim@paran.com 으로 메일 주시기 바랍니다.
FashLed에는 아두이노 우노 프로그램이 있습니다.
우측 상단에 CNC를 제어할 수 있는 좌표 이동, G코드 열기, 실행, 스탑, 원점 설정, Z축 영점 설정이 있습니다.
긴급 정지를 요할 경우, 스탑을 누르면 됩니다.
하드웨어 구성
아두이노 우노에 프로그램을 설치하고, 통신 포트를 설정합니다.
아두이노 우노와 GRBL보드를 결합하고 바이폴라 스텝 모터를 연결하고 테스트합니다.
Please leave your contact details, including email address.
We will send the MAC address program. Please let me know the MAC address and I will send the licensed program.
Specifications: Pulse frequency: 250kHz, error: 3um
Feed width varies depending on the feed rate is changed, please let us know jimyeo feed width. The default width is 200 pulses per rotation feed 1mm.
By applying different serial ports you can drive multiple control programs in one computer.
There are commands to the init, open, run, simul, wait, close. Type the command and press Enter or the space bar you can control the program.
init sets the serial port, and enter the parameters for setting the coordinates. Press the button to change the current coordinates can be set. open open a G code file is loaded.
run by transmitting motor driving profile generated based on the G-code file is a control program loaded in the CNC controller to drive the motor through the motor drive circuit.
simul is based on a virtual drive loaded G-code file. wait stops the motor. close Closes the loaded G-code file.
For example, by using the init operation sets the current coordinates and the serial port, using open G, open the code file, or by using the simul run, you can run the operation control based on the G-code file. Further, after the pause of the operation by entering the wait it can be returned to operation control by entering the run again. If it stops the operation of the motor control and urgently party will cut off the power supply or lowering the wait command in the control program. If you have any inquiries or questions please mail to xtrim@paran.com.
FashLed has an Arduino Uno programs
Go to coordinate the CNC control on the upper right, G code to open, run, stop, set point, and the Z axis zero setting.
If you require an emergency stop, press the stop.
Hardware Configuration
Install the program to the Arduino Uno, and set the communication port.
Combine the Arduino Uno board, and connect with GRBL and test a bipolar stepper motor.
请留下您的联系方式,包括电子邮件地址。
产品规格:脉冲频率:250kHz时,错误:3um
进纸宽度取决于进给速度改变时,请让我们知道jimyeo进纸宽度。默认宽度为每转进给1毫米200脉冲。
通过应用不同的串行端口您可以在一台计算机驱动多台控制程序。
有到init命令,打开运行,同时联播,等待,关闭。键入命令并按Enter键或空格键就可以控制程序。
init将串行端口,并输入参数设置的坐标。按下按钮来改变当前坐标可设定。开开G代码文件被加载。
通过传送马达驱动信息运行基础上产生的G代码文件是在CNC控制器加载以驱动通过电动机驱动电路的电动机的控制程序。
同时联播是基于一个虚拟驱动器加载的G代码文件。等待停止电机。 close关闭加载G代码文件。
例如,通过使用初始化操作设置当前坐标和串行口,使用开G,打开代码文件,或者通过使用同时联播运行,可以运行根据G代码文件中的操作控制。此外,操作的输入的等待它可通过再次进入运行返回到操作控制的暂停之后。如果停止电机控制操作和迫切方将切断电源或者在控制程序降低了等待命令。如果您有任何疑问或问题,请发邮件给xtrim@paran.com。
FashLed有一个Arduino乌诺方案
去协调右上角,G代码开放,运行,停止,设定点,和Z轴零点设置CNC控制系统。
如果您需要紧急停止,按停止。
硬件配置
安装程序到Arduino的乌诺,并设置通信端口。
结合Arduino的乌诺板和带GRBL连接和测试的双极步进电机。